|
|
|
|
|


Je suis en ligne une discussion en ligne
Certificat

Polonais de miroir de tuyauterie d'acier inoxydable de catégorie comestible de DIN17006 X5CrNi18-10
|
Détails sur le produit:
Conditions de paiement et expédition:
|



Description de produit détaillée
| Technologie: | Laminé à chaud, étiré à froid | Matériaux DIN: | 1,4301, 1,4306 etc. |
|---|---|---|---|
| Mettre en évidence: | tubes en acier inoxydable sanitaires,Tuyau d'acier inoxydable de catégorie comestible |
||
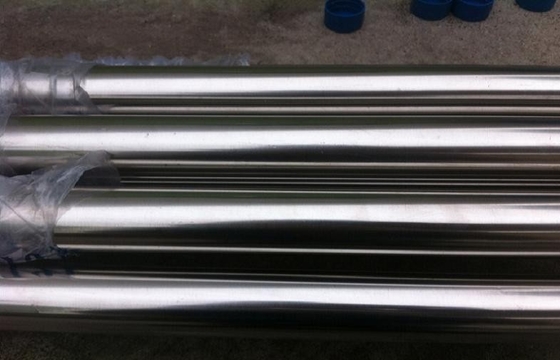
Polonais de miroir de tuyauterie d'acier inoxydable de catégorie comestible de DIN17006 X5CrNi18-10
Détail rapide :
- Nom de produit : Tube sans couture d'acier inoxydable de nourriture de DIN17006 X5CrNi18-10, polonais de miroir
- Diamètre extérieur : 8mm-101.6mm
- Épaisseur : 0.3mm-2.0mm
- Forme : Tube rond, tube carré, tube de Rectanguar
- État de Delivey : Étiré à froid, laminé à chaud
- Type : Sans couture et soudé
Description :
- No. d'article de produit : acier 0011foodtube-Cosco
- Emballage : Boîte en bois
- Méthode de processus : Étiré à froid/laminé à chaud
- Finition extérieure : Marinant, recuisant, poli de manuel et poli mécanique, polonais de miroir
- Repérage : Logo enregistré, no. de la chaleur, catégorie, standard
- Code de H.S : 7304,4190
Applications :
Nous, le tube en acier sans couture et soudé de ce type de nourriture soyons très utilisés dans les genres d'industries :
1) pétrole, entreprise chimique, appareil de chauffage superbe de chaudière, échangeur de chaleur
2) Tuyau résistant à hautes températures de fluide de commande dans la centrale
3) Bateau avec le tuyau de pression
4) Le dispositif de purification d'échappement
5) Construction et ornement
Processus de fabrication de tuyau d'acier inoxydable :
Le processus débute avec la formation du tube soudé de mère sur le moulin de tube des bandes principales importées et examinées d'acier inoxydable de qualité. La technique multi de soudure d'électrode du dernier CHAT est utilisée pour la qualité de soudure et la fusion 100% supérieures, avec l'argon purgeant, aucun métal de remplissage supplémentaire.
Ces tubes de mère sont solution recuite à C.C 1060 de D. 1100 dans le four à recuire continu suivi de l'extinction immédiate pour empêcher la précipitation de carbure de chrome.
Le recuit du tubercule de mère s'assure :
A) Retrait de provoqué par la tension pendant la formation de tube et l'étirage à froid :
B) Ductilité et douceur suffisantes pour l'étirage à froid :
C) Transformation de la zone de soudure à la nature austénitique,
D) Cristallisation re des grains métalliques à la grille d'origine et à améliorer de ce fait la résistance à la corrosion.
Pendant le recuit, des échelles sont formées sur la surface des tubes. Afin d'enlever ces derniers, les tubes sont marinés par l'immersion dans la solution de marinage chaude faite d'acide nitrique, acide sulfurique et acide fluorhydrique.
Les tubes sont alors enduits du lubrifiant approprié et alors étiré à froid au-dessus d'a a dessiné le banc :
1) Pour varier la structure métallurgique et reconstituer les propriétés au matériel de parent :
2) Pour réaliser un tube ayant des tolérances dimensionnelles plus étroites :
3) Pour réaliser un tube ayant des tolérances dimensionnelles plus étroites :
4) Pour produire la tuyauterie d'une épaisseur plus de petite taille et de paroi.
5) Pour réorienter la structure granulaire de la partie de soudure avec cela du matériel de parent et
6) Pour enlever/réduisez au minimum la perle interne.
Le dessin est suivi du recuit suivant et du marinage pour reconstituer les propriétés du tube entier à celle du matériel de parent. Les tubes passiated alors pour donner la résistance à la corrosion supplémentaire. Ensuite chaque tube est électriquement identifié par la catégorie matérielle, la taille et la norme de fabrication.
Notes techniques :
Composition chimique et propriété mécanique
| Matériel | 201 | 202 | 304 | 316 | 430 |
C | ≤0.15 | ≤0.15 | ≤0.08 | ≤0.08 | ≤0.12 | |
SI | ≤1.00 | ≤1.00 | ≤1.00 | ≤1.00 | ≤1.00 | |
Manganèse | 5.5-7.5 | 7.5-10 | ≤2.00 | ≤2.00 | ≤1.00 | |
P | ≤0.06 | ≤0.06 | ≤0.045 | ≤0.045 | ≤0.040 | |
S | ≤0.03 | ≤0.03 | ≤0.030 | ≤0.030 | ≤0.030 | |
Cr | 16-18 | 17-19 | 18-20 | 16-18 | 16-18 | |
N | 3.5-5.5 | 4-6 | 8-10.5 | 10-14 |
| |
MOIS |
|
|
| 2.0-3.0 |
| |
| Article matériel | 201 | 202 | 304 | 316 | |
Résistance à la traction (MP a) | ≥535 | ≥520 | ≥520 | ≥520 | ||
Limite conventionnelle d'élasticité (MP a) | ≥245 | ≥205 | ≥205 | ≥205 | ||
Extension | ≥30% | ≥30% | ≥35% | ≥35% | ||
Dureté (HV) | <253> | <253> | <200> | <200> | ||
Notre avantage
- Recuit lumineux
- Contrôle strict de tolérance
- Système de bon contrôle de qualité
- Bon des services après-vente
- Bon paquet
Coordonnées
China Alloys Products Directory
Envoyez votre demande directement à nous
Plus Tuyauterie sans couture d'acier inoxydable
-
Tube sans couture d'acier inoxydable de tuyau sans couture d'acier inoxydable de grand diamètre
-
tube sans couture de l'acier inoxydable 200 et 300
-
tuyauterie sans couture capillaire de l'acier inoxydable ss304 avec la norme de gigaoctet
-
Taille sans couture 9.53mm x de tuyauterie d'acier inoxydable d'ASTM A213 GTS 22 1,4404/1,4401/1,4407
-
Tube sans couture ASTM A312 A269 de l'acier inoxydable TP304/304L
-
tube sans couture 310S 409 de l'acier inoxydable 00cr17ni14mo2 de l'échangeur de chaleur 10mm 430 420